| مهندسی مکانیک در این تالار مباحث مربوط به مهندسی مکانیک مطرح میشود |

06-06-2014
|
 |
مدیر بخش مکانیک - ویندوز و رفع اشکال   |
|
تاریخ عضویت: Sep 2009
نوشته ها: 2,586
سپاسها: : 5,427
6,159 سپاس در 1,794 نوشته ایشان در یکماه اخیر
|
|
 ریزسنج ورنیه دار میکرومتر آموزش اندازه گیری طول قطعات با کولیس سیستم های اندازه گیری سه بعدی CMM
ریزسنج ورنیه دار میکرومتر آموزش اندازه گیری طول قطعات با کولیس سیستم های اندازه گیری سه بعدی CMM
سیستم های اندازه گیری سه بعدی CMM
سیستم های اندازه گیری سه بعدی : coordinate measuring machine
یعنی سیستم های اندازه گیری سه بعدی مختصات (cmm) . با استفاده از این دستگاه ها امکان اندازه برداری از روی سطوح قطعات پیچیده با دقت بسیار بالا امکان پذیر است . از آنجایی که در ,سیستم های مختصات هر نقطه مشخص فقط یک مختصات دارد و هر مختصات مشخص فقط مربوط به ,یک نقطه است می توان از این هویت ,مشخص برای هر نقطه استفاده کرد وبا دقت بالا به آن دسترسی پیدا کرد .کاری که دستگاه (cmm) می کند همین گونه است . این دستگاه امکان حرکت در راستای سه محور مختصات که این محور ها تشکیل دهنده محور های مختصات دکارتی هستند را دارد .
در این دستگاه سه موتور الکتریکی برای حرکت دادن سر دستگاه در راستای سه محور مختصات و همچنین وسیله ای خاص در سر دستگاه برای اینکه هنگام تماس آن با سطح قطعه کار سیگنالی برای موتور ها فرستاده و آنها را از حرکت باز دارد و سیگنالی برای خط کش نوری فرستاده و توسط آنها مختصات نقطه تماس را بدست آورد وجود دارد .
از مهمترین کاربرد های دستگاه های cmm می توان به موارد زیر اشاره کرد :
۱. اندازه برداری از نقاط برای دست یافتن به هندسه سطح و شکل ظاهری آن .
۲. اندازه برداری سطح برای اطلاع از زبری سطح .
از لحاظ ابعاد کاری نیز می توان آنها را به چهار دسته تقسیم کرد :
۱. نوع قابل حمل (portable)
۲. نوع دروازه ای (contray type)
۳. نوع بازویی (contileure type)
۴. نوع پل مانند (bridge type)
و همچنین در مورد جایگاه cmm در سیستم های تولید می توان به سه مورد زیر اشاره کرد :
۱. در مرحله کنترل کیفیت و تست ابعادی قطعه تولید شده .
۲. در مهندسی معکوس و برای نقطه برداری از قطعه مرجع و استفاده از ابر نقاط بدست آمده در سیستم های cad/cam .
۳. استفاده از اطلاعات خروجی ماشین های cmm به عنوان شاخص های تصمیم گیری مدیریت طراحی و ساخت و کنترل کیفیت .
مهندسی معکوس ( reverse engineering) :
برای انجام مهندسی معکوس می بایست ابتدا از قطعه مورد نظر اندازه براداری شود . قطعات ساده و دارای شکل هندسی منظم با متر و خط کش و کولیس و میکرومتر ( بستگی به دقت کار ) اندازه برداری می شوند و قطعات پیچیده و دارای انحناء ( curvature) با دستگاههای اندازه برداری سه بعدی cmm و یا نوری optical اندازه برداری می شوند . دستگاههای cmm را در بالا شرح دادیم و اکنون به دستگاههای اندازه برداری نوری می پردازیم . ,
در دهه اخیر استفاده از دستگاههای اندازه برداری نوری یا optical measurement machine بدلایل زیر کاربرد فراوانی یافت :
۱. سرعت دراندازه برداری .
۲. دقت در اندازه برداری .
۳. قابلیت جابجایی دستگاه نوری ( برای دستگاه های cmm این امکان وجود ندارد ) ,.
۴. اندازه برداری از قطعات با ابعاد محتلف ( دستگاه cmm دارای کورس محدودی است ) .
۵. امکان استفاده از خروجی دستگاه های نوری (cloud of points) در نرم افزار های طراحی و مهندسی از جمله نرم افزار catia .
۶. اندازه برداری هم زمان از داخل و پشت و روی قطعه ,.
۷. عدم نیاز به لمس قطعه هنگام اندازه برداری ( مناسب برای قطعات نرم ) .
با توجه به خصوصیات بالا بعد از تهیه ابر نقاط می توان آن را در محیط catia شبیه سازی کرد .
ویرایش توسط bigbang : 06-13-2014 در ساعت 10:31 AM
|
|
کاربران زیر از bigbang به خاطر پست مفیدش تشکر کرده اند :
|
|
|
جای تبلیغات شما اینجا خالیست با ما تماس بگیرید
|
|
06-06-2014
|
|
مدیر بخش مکانیک - ویندوز و رفع اشکال |
|
تاریخ عضویت: Sep 2009
نوشته ها: 2,586
سپاسها: : 5,427
6,159 سپاس در 1,794 نوشته ایشان در یکماه اخیر
|
|
آموزش اندازه گیری طول قطعات با کولیس
آموزش اندازه گیری طول قطعات با کولیس
در این پست از سکه برای شما آموزش اندازه گیری طول قطعات با کولیس را قرار میدهیم
کولیس در کارگاه های ساخت و تولید یافت میشود.هنرجوهای هنرستان و مهندسین ساخت و تولید حتما با این وسیله اندازه گیری آشنایی دارند
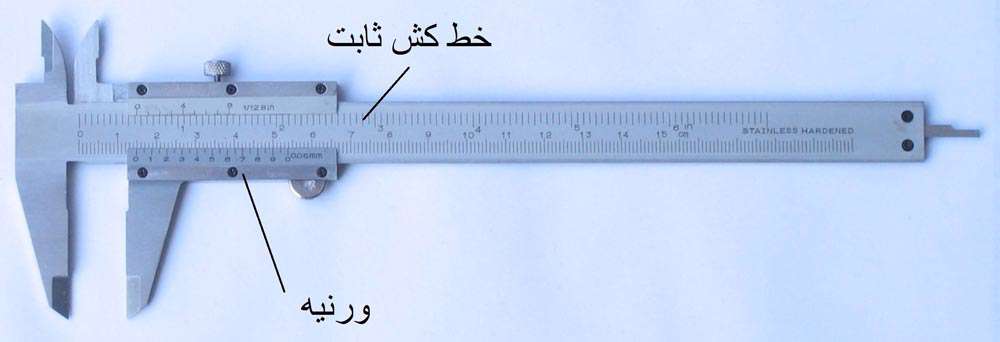
کولیس یک وسیله اندازه گیری طول می باشد که دقت اندازه گیری آن از خط کش معمولی بیشتر است. میزان دقت کولیس به چگونگی درجه بندی ورنیه آن بستگی دارد. تمامی کولیس ها از یک خط کش ثابت معمولی (که بر حسب سانتی متر و میلی متر درجه بندی شده) و یک قسمت متحرک به نام ورنیه تشکیل می شود.
کولیس ها می توانند طول را به ۳ روش اندازه گیری نمایند که هر یک از این روش ها کار برد خاصی دارند و در زیر آن ها را توضیح می دهیم:
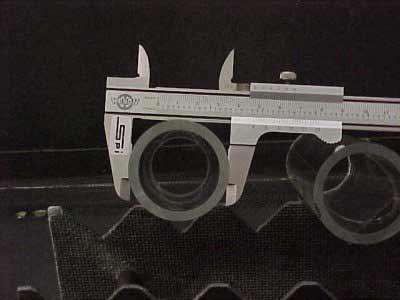
۱- اندازه گیری به وسیله دهانه بزرگ کولیس:
دهانه بزرگ کولیس را در شکل زیر مشاهده می کنید:
از دهانه بزرگ کولیس جهت اندازه گیری ضخامت و قطر خارجی اجسام استفاده می شود.
دهانه کوچک کولیس را در شکل زیر مشاهده می کنید:
از دهانه کوچک کولیس برای اندازه گیری دهانه داخلی حفره ها، قطر داخلی لوله ها، عرض شیار ها و… به کار می رود.
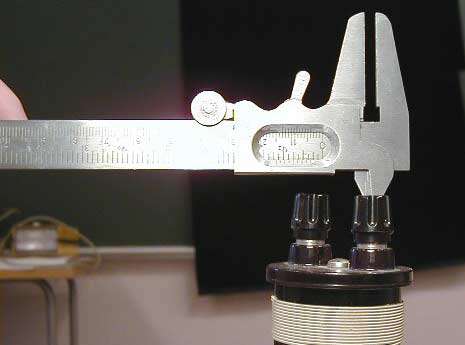
3- اندازه گیری به وسیله عمق سنج کولیس:
عمق سنج کولیس را در شکل زیر مشاهده می نمایید:
از عمق سنج جهت اندازه گیری عمق حفره ها و سوراخ ها استفاده می شود.
با حرکت دادن ورنیه، دهانه بزرگ، دهانه کوچک و عمق سنج به یک میزان جابه جا می شوند.
کولیس ها معمولاً دارای پیچ یا شاسی ای می باشند که دهانه کولیس را ثابت نگه می دارد. این شاسی برای مواردی که امکان تکان خوردن ورنیه و ایجاد خطا در اندازه گیری وجود دارد، استفاده می شود.
نحوه خواندن طول اندازه گیری شده توسط کولیس به صورت مفصل در مطلب ورنیه توضیح داده شده است.
آموزش استفاده از کولیس ورنیه دار
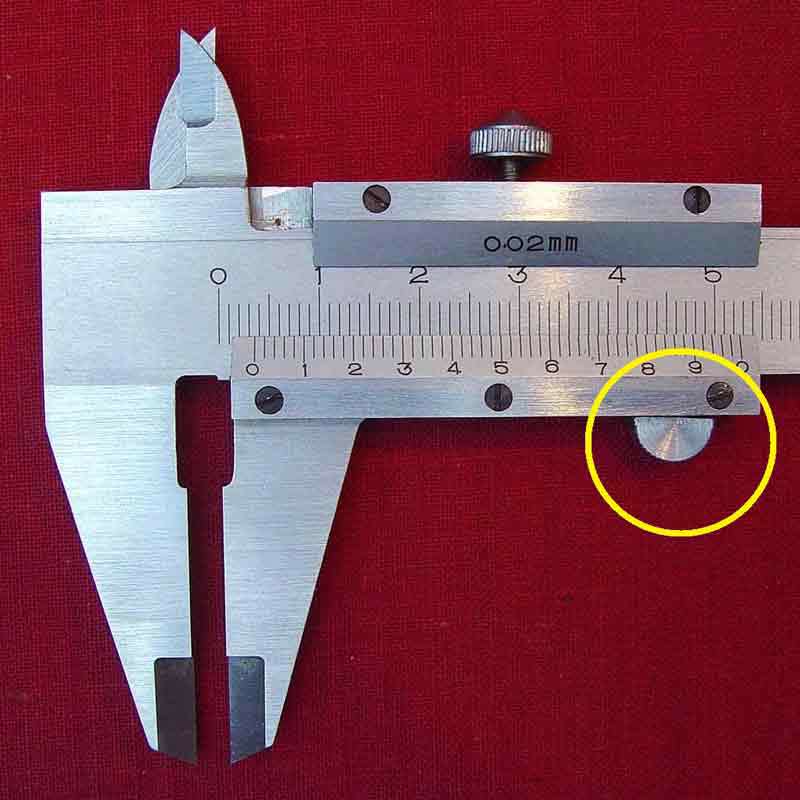
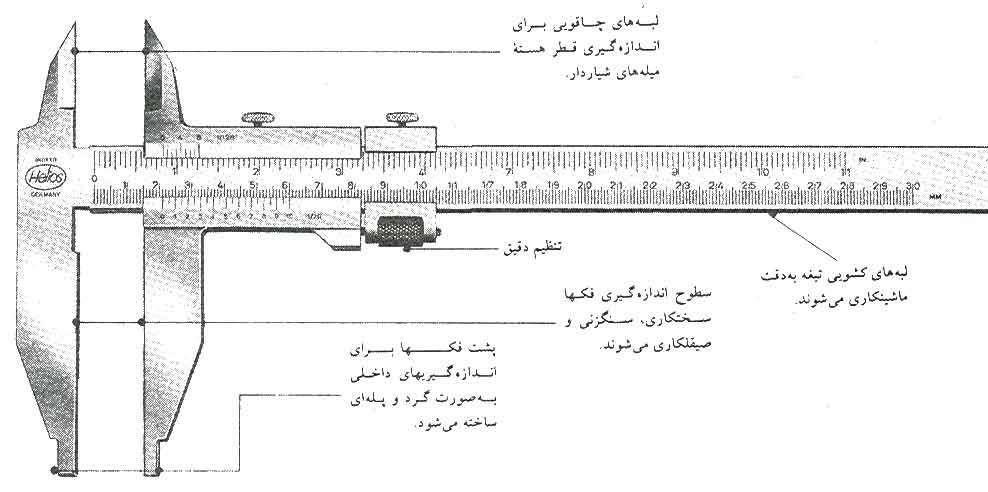
کولیس ورنیه دار یک تیغه مدرج و یک فک متحرک دارد. تیغه درجه بندی شده است و دوکشویی روی آن سوار شده اند که یکی از آن ها به وسیله مهره افقی تا اندازه ای قابل تنظیم است و دیگری می تواند در طول تیغه حرکت کند. لبه های بیرونی فک های ثابت و متحرک برای اندازه گیری قطر درونی و اندازه های دیگر مناسب هستند. لبه های درونی آن ها نیز برای اندازه گیری های بیرونی به کار می روند.
کولیس ورنیه. تنظیم دقیق اندازه آن با محکم کردن پیچ سمت راست و چرخاندن مهره آجدار بر روی پیچ افقی صورت می گیرد.
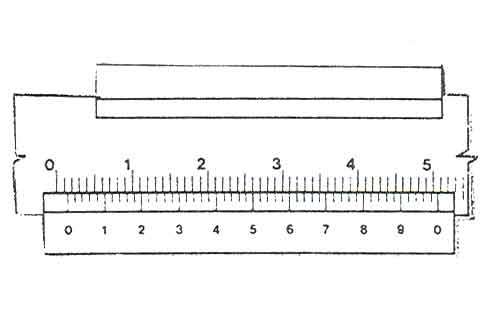
تیغه کولیس با تقسیماتی به اندازه یک میلیمتر مدرج شده است. روی هر دهمین خط درجه بندی شماره ای وجود دارد که نمایانگر ده میلیمتر است. ورنیه نیز به ۵۰ قسمت تقسیم شده که روی هر پنجمین خط درجه بندی شماره ای وجود دارد که نمایانگر یک دهم میلیمتر است. طول این ۵۰ تقسیم بندی برابر با طول ۴۹ تقسیم بندی روی تیغه است.
جزئیات کولیس ورنیه. این ورنیه اندازه های تا ۰۲/۰ میلیمتر را نشان می دهد. از آن جا که هر تقسیم بندی روی تیغه کولیس برابر با یک میلیمتر است بنابراین ۴۹ تقسیم بندی برابر با ۴۹=۱×۴۹ میلیمتر و مجموع تقسیم بندی روی ورنیه نیز برابر با همین مقدار خواهد بود. بنابراین اندازه هر یک از تقسیمات روی ورنیه برابر با ۹۸/۰ = ۵۰ ÷ ۴۹ میلیمتر است. یعنی اختلاف نیان یک تقسیم بندی روی تیغه (یک میلیمتر) و یک تقسیم بندی روی ورنیه (۹۸/۰ میلیمتر) برابر با ۰۲/۰ میلیمتر خواهد بود. اگر شاخص های صفر تیغه و ورنیه بر هم منطبق باشند اولین خط سمت راست شاخص صفر ورنیه با اولین خط سمت راست شاخص صفر تیغه به اندازه ۰۲/۰ میلیمتر با هم اختلاف خواهند داشت. به همین شکل اختلاف خط بعدی ورنیه با خط بعدی تیغه به اندازه ۰۴/۰ میلیمتر و الی آخر. این اختلاف برای هر تقسیم بندی (خط) به اندازه ۰۲/۰ میلیمتر افزایش می یابد تا آن که خط ۵۰ ورنیه با خط ۴۹ تیغه منطبق شود.
برای خواندن اندازه روی کولیس باید اندازه های میلیمتر را که سمت چپ شاخص صفر ورنیه قرار دارند محاسبه کرد و سپس مقدار دهم و صدم میلیمتر را با توجه به خطی از ورنیه که با یکی از خطوط تیغه روبروی هم قرار گرفته اند تعیین و به مقادیر قبلی افزود.
|
|
کاربران زیر از bigbang به خاطر پست مفیدش تشکر کرده اند :
|
|
06-06-2014
|
|
مدیر بخش مکانیک - ویندوز و رفع اشکال |
|
تاریخ عضویت: Sep 2009
نوشته ها: 2,586
سپاسها: : 5,427
6,159 سپاس در 1,794 نوشته ایشان در یکماه اخیر
|
|
آموزش کار با میکرومتر
آموزش کار با میکرومتر
اندازه گیری طول توسط ریزسنج
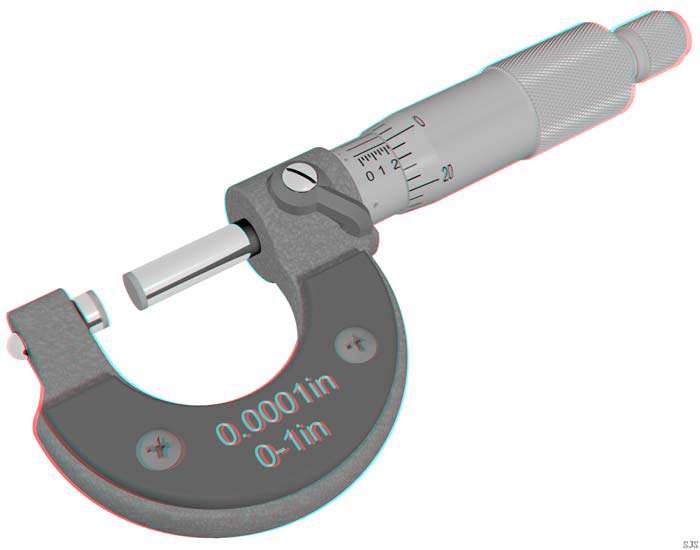
ریزسنج وسیله ای است که برای اندازه گیری طول بکار می رود. ریزسنج از کولیس دقیق تر بوده و برای اندازه گیری طول با دقت های بالا بکار می رود.
ریزسنج از یک استوانه ثابت مدرج، یک استوانه متحرک مدرج که می تواند روی استوانه ثابت بچرخد و جابجا شود و یک کمان فلزی متصل به استوانه ثابت تشکیل می شود.
گام ریزسنج عبارت است از مقدار جابجایی استوانه متحرک در طول استوانه ثابت به ازای هر دور چرخش و به نحوه طراحی و دقت دستگاه بستگی دارد. گام ریزسنج می تواند ۱ میلی متر یا نیم میلی متر باشد.
هر گاه استوانه متحرک به ۵۰ قسمت تقسیم شده باشد، با چرخاندن استوانه متحرک به اندازه دو دور کامل دهانه یک میلی متر جابجا می شود (گام نیم میلی متر) و در نتیجه ۱۰۰ قسمت از استوانه متحرک معادل ۱ میلی متر از استوانه ثابت (خط کش ثابت) می باشد و لذا دقت دستگاه ۱/۱۰۰ میلی متر می باشد.
فرض کنید دهانه ریزسنج پس از چندین دور چرخش، مقداری باز شده است، حال برای خواندن این مقدار، تعداد میلی متر ها را می توان از روی استوانه ثابت خوانده و با کسری از میلی متر که بر روی استوانه متحرک خوانده می شود جمع کرده و اندازه جسم مورد نظر را اندازه گیری نمود. البته اصول کاری ریزسنج و نحوه خواندن آن به صورت مفصل در مطلب ورنیه توضیح داده شده است.
برای مثال اگر استوانه کامل به اندازه ۵ دور کامل و کسری از دور چرخیده شود و گام ریزسنج نیم میلی متر باشد، خواندن این عدد چنین است که ۵ دور معادل ۵/۲ میلی متر می باشد و اگر عددی که بر روی استوانه متحرک خوانده می شود ۳۵ باشد، مقدار اندازه گیری شده برابر خواهد بود با
mm 85/2=35/0+5/2
|
|
کاربران زیر از bigbang به خاطر پست مفیدش تشکر کرده اند :
|
|
06-06-2014
|
|
مدیر بخش مکانیک - ویندوز و رفع اشکال |
|
تاریخ عضویت: Sep 2009
نوشته ها: 2,586
سپاسها: : 5,427
6,159 سپاس در 1,794 نوشته ایشان در یکماه اخیر
|
|
ریزسنج ورنیه دار
ریزسنج ورنیه دار
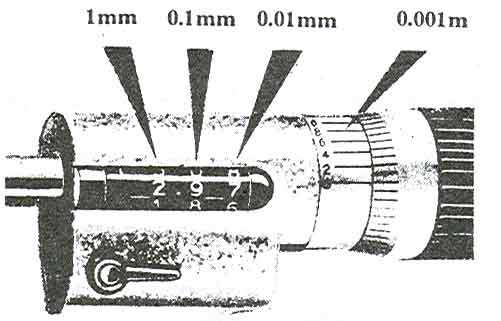
روش استفاده از ریزسنج های که تا یک هزارم میلیمتر درج شده باشند نیز مانند ریزسنج هایی است که تا یک صدم میلیمتر مدرج شده اند با این تفاوت که در ریزسنج های ورنیه دار اندازه اضافی یک هزارم نیز از روی ریزسنج خوانده شده و به اندازه خوانده شده تا یک صدم افزوده می شود.
ریز سنج مدرج تا یک هزارم میلیمتر درجه بندی ورنیه روی پوسته به ۱۰ قسمت تقسیم شده است. اندازه کمانی که این ۱۰ قسمت را در بر می گیرد دقیقاً برابر با اندازه کمانی است که ۹ قسمت از درجه بندی روی طبلک را می پوشاند. بنابراین تفاوت میان یکی از تقسیمات روی ورنیه و یکی از تقسیمات روی طبلک معادل یک دهم تقسیم بندی روی طبلک یا به عبارت دیگر برابر با میلیمتر است.
برای خواندن ریزسنجی که تا یک هزارمیلیمتر مدرج شده باشد اندازه را با تقسیم بندی یک صدم به دست آورید و آن گاه مشخص کنید که کدام یک از خطوط روی ورنیه با یکی از خطوط طبلک روبه روی هم هستند. اگر خط ۱ روی ورنیه با یکی از خطوط طبلک روبه روی هم باشند یک هزارم و اگر خط ۲ روبه رو باشد دو هزارم بر اندازه صدم بیفزایید و الی آخر.
|
|
کاربران زیر از bigbang به خاطر پست مفیدش تشکر کرده اند :
|
|
06-13-2014
|
|
مدیر بخش مکانیک - ویندوز و رفع اشکال |
|
تاریخ عضویت: Sep 2009
نوشته ها: 2,586
سپاسها: : 5,427
6,159 سپاس در 1,794 نوشته ایشان در یکماه اخیر
|
|
کناب الکترونیکی ماشین های اندازه گیر مختصاتcmm
تعداد صفحات:38
زبان:انگلیسی
cmm یا اندازه گیری مختصات در بسیاری از صنایع کاربرد فراوانی دارد. ماشین های cmm با دقت بالایی که دارند برای کنترل اندازه قطعات تولید شده و مطابقت ان با نقشه قطعه , در عملیات جیگ و فیکسچر سازی و مهندسی معکوس و ... استفاده می شوند. در این پست کتابی را برای اشنایی هرچه بیشتر با اینگونه تجهیزات مهم در اختیار شما قرار خواهیم داد. برای دریافت این کتاب به لینک زیر مراجعه کنید.
قسمت1
قسمت2
قسمت3
|
|
کاربران زیر از bigbang به خاطر پست مفیدش تشکر کرده اند :
|
|
06-13-2014
|
|
مدیر بخش مکانیک - ویندوز و رفع اشکال |
|
تاریخ عضویت: Sep 2009
نوشته ها: 2,586
سپاسها: : 5,427
6,159 سپاس در 1,794 نوشته ایشان در یکماه اخیر
|
|
mitutoyo
ایا mitutoyo را می شناسید؟
ایا تا به حال به تجهیزات اندازه گیری مانند کولیس با دقت نگاه کرده اید؟
مسلما بر روی اکثر وسایل اندازه گیری نام حک شده mitutoyo را دیده اید. بله میتوتویو یکی از بزرگترین شرکت های سازنده ابزار الات اندازه گیری است. هر شرکتی برای ارایه محصولات خود کاتالوگی ارایه می دهد که با کمک ان مشتری محصول مورد نظر خود را شناخته باشد و از ان اطلاع کافی بدست اورد سپس اقدام به خرید ان کند. در این پست تصمیم گرفته ایم تا با استفاده از کاتالوگ های این شرکت شما را با انواع تولیدات ان اشنا سازیم. در ضمن دانشجویان دوره کاردانی ماشین ابزار نیز می توانند از این مطلب به عنوان یک تحقیق جهت درس اندازه گیری و ازمایشگاه استفاده کنند. برای دانلود این کاتالوگ ها به لینک های زیر مراجعه کنید.
|
|
کاربران زیر از bigbang به خاطر پست مفیدش تشکر کرده اند :
|
|
|
کاربران در حال دیدن موضوع: 1 نفر (0 عضو و 1 مهمان)
|
|
|
 مجوز های ارسال و ویرایش
مجوز های ارسال و ویرایش
|
شما نمیتوانید موضوع جدیدی ارسال کنید
شما امکان ارسال پاسخ را ندارید
شما نمیتوانید فایل پیوست در پست خود ضمیمه کنید
شما نمیتوانید پست های خود را ویرایش کنید
اچ تی ام ال غیر فعال می باشد
|
|
|
اکنون ساعت 07:00 AM برپایه ساعت جهانی (GMT - گرینویچ) +3.5 می باشد.
|

















 حالت خطی
حالت خطی
